| 1 |
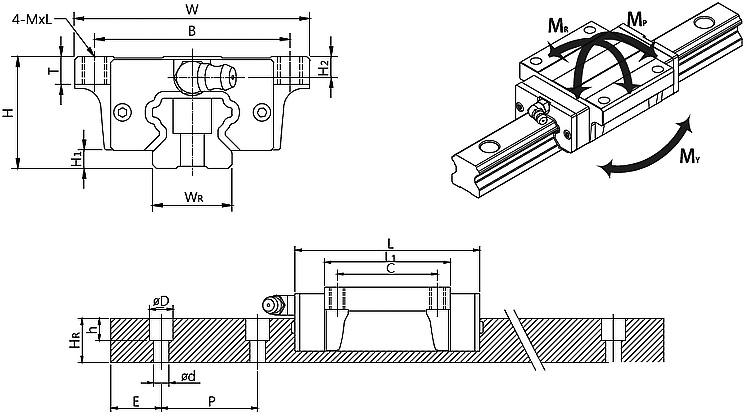
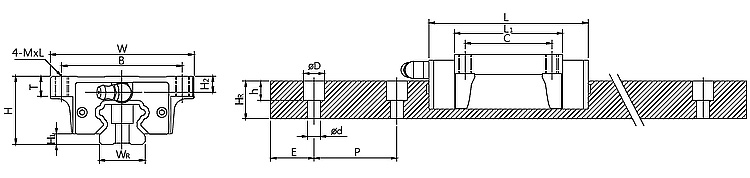
确认组合高(H) |
□高组装 |
□低组装 |
|
| 2 |
确认组合宽(W) |
□有法兰 |
□无法兰 |
|
| 3 |
确认滑块长度(L) |
□标准型 |
□短型 |
□加长型 |
| 4 |
滑块安装孔数及极距(B×C) |
□标准 |
| 5 |
精度选择 |
参照下表 |
| 6 |
单轴滑块数量 |
请参考设备实际需求 |
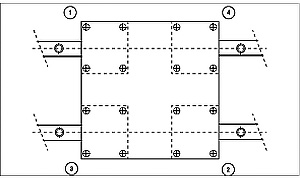
| 7 |
滑轨安装端距确认 |
(E) |
| 8 |
滑轨安装孔距确认 |
(P) |
附表:精度选用示例表
N级(普通级)/H级(高级)/P级(精密级)/SP级(超精密级)/UP级(超高精密级)共五个等级。
FA
工
厂
自
动
化 |
|
机械手臂 |
● |
● |
● |
|
|
|
直角坐标机器人 |
● |
● |
● |
|
|
|
多工位工作站 |
● |
● |
● |
|
|
|
XY-Table |
● |
● |
● |
|
|
|
视觉检测 |
● |
● |
● |
|
|
|
线性滑台 |
● |
● |
● |
|
|
|
测量设备 |
● |
● |
● |
|
|
|
夹治具 |
● |
● |
● |
|
|
|
自动清洗 |
● |
|
|
|
|
|
包装设备 |
● |
|
|
|
|
|
专
用
机 |
|
|
|
|
|
|
|
|
钢印机 |
● |
● |
● |
|
|
|
喷绘设备 |
● |
|
|
|
|
|
绕线机 |
● |
● |
|
|
|
|
医疗仪器 |
● |
● |
|
|
|
|
镭射雕刻 |
● |
● |
|
|
|
|
弯管机 |
● |
|
|
|
|
|
射出成型机 |
● |
● |
|
|
|
|
震动测试 |
● |
● |
|
|
|
|
镭射打标机 |
● |
● |
|
|
|
|
木工雕刻机 |
● |
|
|
|
|
|
EVA成型机 |
● |
|
|
|
|
|
鞋机 |
● |
● |
|
|
|
|
切纸机 |
● |
|
|
|
|
|
印刷机 |
● |
● |
|
|
|
专
用
机 |
|
加工中心 |
|
|
● |
● |
|
|
车床 |
|
|
● |
● |
|
|
铣床 |
|
|
● |
● |
|
|
镗床 |
|
|
● |
● |
● |
|
坐标镗床 |
|
|
● |
● |
● |
|
磨床 |
|
|
● |
● |
● |
|
放电加工机 |
|
|
● |
● |
● |
|
冲击压机 |
|
● |
● |
|
|
|
镭射加工机 |
|
● |
● |
● |
|
|
木工机 |
● |
● |
|
|
|
|
NC锁床 |
|
● |
● |
|
|
|
攻牙中心 |
|
● |
● |
|
|
|
ATC |
● |
|
|
|
|
|
线切割机 |
|
● |
● |
|
|
|
SMT
设
备 |
|
|
|
|
|
|
|
|
点胶 |
● |
● |
● |
|
|
|
贴片 |
|
● |
● |
● |
|
|
AOI |
● |
● |
● |
|
|
半
导
体
制
程 |
|
线接合器 |
|
|
● |
● |
|
|
探测器 |
|
|
● |
● |
● |
|
电子部件插入机 |
|
|
● |
● |
|
|
印刷电路板开孔机 |
|
● |
● |
● |
|
电
子
制
程 |
|
PBC锁孔机 |
|
|
● |
● |
|
|
研磨设备 |
● |
● |
● |
|
|
|
抛光设备 |
|
● |
|
|
|