SRH30AL
LOADING IMAGES

-
产品用途:
- 机械手臂丨直角坐标机器人丨XY-Table丨线性滑台丨测量设备丨喷绘设备丨医疗仪器丨镭射雕刻丨镭射打标机丨木工雕刻机丨EVA成型机丨印刷机丨加工中心丨车床丨铣床丨镗床丨坐标镗床丨磨床丨放电加工机丨冲击压机丨攻牙中心丨ATC丨线切割机丨点胶丨贴片丨探测器丨印刷电路板开孔机丨研磨设备丨抛光设备等。
- 注:鼠标移动到左侧产品图片可以对图片进行局部放大,再次点击图片可以查看完整大图。
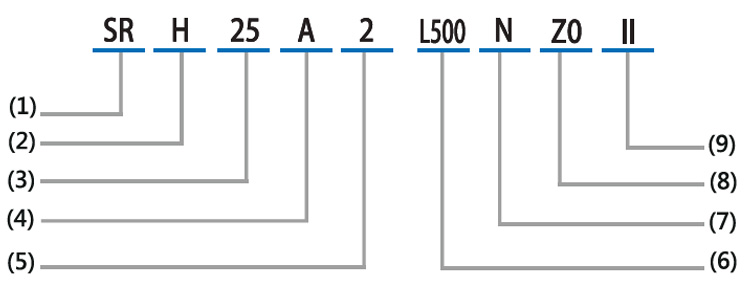
H:高组装
S:低组装
15、20、25、30、35、45
A:有法兰螺纹型
B:无法兰螺纹型
N:普通级
H:高级
P:精密级
SP:超精密级
UP:超高精密级
ZF:微间隙(0)
Z0:零间隙(0)
Z1:轻预压(0~0.02C)
Z2:中预压(0.02~0.05C)
Z3:重预压(0.05~0.07C)
| 类别 | 参数 |
|---|
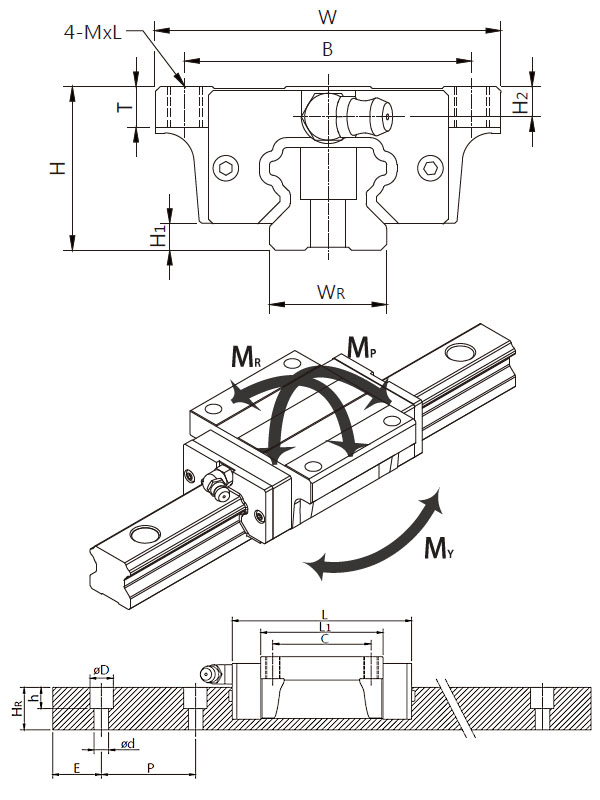
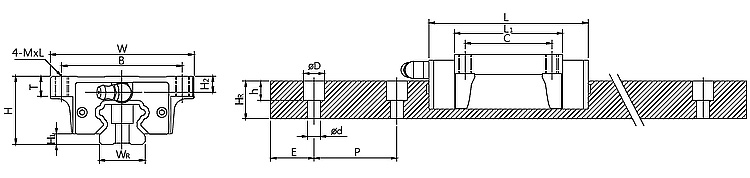
| 组合 尺寸 |
H | 42 |
| H1 | 7 | |
| L | 126 | |
| 滑块 尺寸 |
W | 90 |
| B | 72 | |
| C | 52 | |
| L1 | 93 | |
| M × L | M10×10 | |
| T | 14.2 | |
| H2 | 6 | |
| 滑轨 尺寸 |
WR | 28 |
| HR | 26 | |
| D | 14 | |
| h | 12.5 | |
| d | 9 | |
| p | 80 | |
| 滑轨 螺栓 |
尺寸 | M8×25 |
| 油嘴 | 规格 | M6×0.75 |
| 滑轨 参考尺寸 |
总长 | 4000 |
| E | 20 | |
| 额定 负荷 |
动负荷 C(kN) | 39.00 |
| 静负荷 C0(kN) | 71.90 | |
| 容许 静力矩 |
MR kN-m | 0.78 |
| MP kN-m | 0.65 | |
| MY kN-m | 0.65 | |
| 重量 | 滑块 kg | 1.60 |
| 滑轨 kg/m | 5.20 |
| 1 | 确认组合高(H) | □高组装 | □低组装 | |
| 2 | 确认组合宽(W) | □有法兰 | □无法兰 | |
| 3 | 确认滑块长度(L) | □标准型 | □短型 | □加长型 |
| 4 | 滑块安装孔数及极距(B×C) | □标准 | ||
| 5 | 精度选择 | 参照下表 | ||
| 6 | 单轴滑块数量 | 请参考设备实际需求 | ||
| 7 | 滑轨安装端距确认 | (E) | ||
| 8 | 滑轨安装孔距确认 | (P) | ||
附表:精度选用示例表
N级(普通级)/H级(高级)/P级(精密级)/SP级(超精密级)/UP级(超高精密级)共五个等级。
| 类别 | 设备类型 | 精度选择 | ||||
|---|---|---|---|---|---|---|
| N | H | P | SP | UP | ||
| FA 工 厂 自 动 化 |
机械手臂 | ● | ● | ● | |
| 直角坐标机器人 | ● | ● | ● | ||
| 多工位工作站 | ● | ● | ● | ||
| XY-Table | ● | ● | ● | ||
| 视觉检测 | ● | ● | ● | ||
| 线性滑台 | ● | ● | ● | ||
| 测量设备 | ● | ● | ● | ||
| 夹治具 | ● | ● | ● | ||
| 自动清洗 | ● | ||||
| 包装设备 | ● | ||||
| 专 用 机 |
|||||
| 钢印机 | ● | ● | ● | ||
| 喷绘设备 | ● | ||||
| 绕线机 | ● | ● | |||
| 医疗仪器 | ● | ● | |||
| 镭射雕刻 | ● | ● | |||
| 弯管机 | ● | ||||
| 射出成型机 | ● | ● | |||
| 震动测试 | ● | ● | |||
| 镭射打标机 | ● | ● | |||
| 木工雕刻机 | ● | ||||
| EVA成型机 | ● | ||||
| 鞋机 | ● | ● | |||
| 切纸机 | ● | ||||
| 印刷机 | ● | ● | |||
| 专 用 机 |
加工中心 | ● | ● | ||
| 车床 | ● | ● | |||
| 铣床 | ● | ● | |||
| 镗床 | ● | ● | ● | ||
| 坐标镗床 | ● | ● | ● | ||
| 磨床 | ● | ● | ● | ||
| 放电加工机 | ● | ● | ● | ||
| 冲击压机 | ● | ● | |||
| 镭射加工机 | ● | ● | ● | ||
| 木工机 | ● | ● | |||
| NC锁床 | ● | ● | |||
| 攻牙中心 | ● | ● | |||
| ATC | ● | ||||
| 线切割机 | ● | ● | |||
| SMT 设 备 |
|||||
| 点胶 | ● | ● | ● | ||
| 贴片 | ● | ● | ● | ||
| AOI | ● | ● | ● | ||
| 半 导 体 制 程 |
|||||
| 线接合器 | ● | ● | |||
| 探测器 | ● | ● | ● | ||
| 电子部件插入机 | ● | ● | |||
| 印刷电路板开孔机 | ● | ● | ● | ||
| 电 子 制 程 |
PBC锁孔机 | ● | ● | ||
| 研磨设备 | ● | ● | ● | ||
| 抛光设备 | ● |
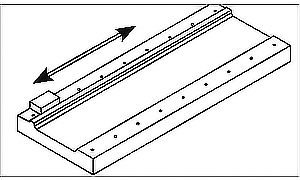
1-1 清除安装面污渍、粉尘及金属屑
1-2 检查安装面的加工精度
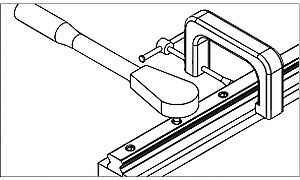
2-1 试锁螺丝是否吻合
2-2 轻锁-确认直度-微调-再深锁
2-3 使用扭力扳手按顺序锁紧螺丝
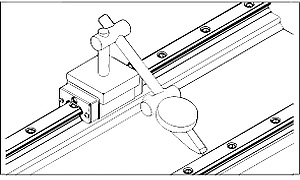
3-1 试锁螺丝是否吻合
3-2 轻锁-确认直度-微调-再深锁
3-3 使用扭力扳手按顺序锁紧螺丝
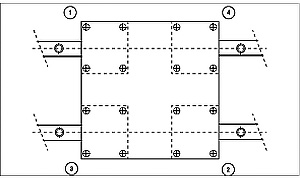
4-1 试锁螺丝是否吻合
4-2 轻锁-确认直度-微调-再深锁
4-3 使用扭力扳手按顺序锁紧螺丝

